Head tube down tube joint is pretty much the most important on the bike. If it’s not straight your bike will veer to one side. If it’s not set and the right angle the handling will be poor. If it’s week or poorly welded you may need dental surgery. So it always a best to pay special attention to this joint in this case a Columbus 36mm head tube with reinforced top and bottom brazed on and 34.9mm Columbus Spirit down tube.
First job is to cut the head tube to length then braze on the reinforcements and tidy up. With the reinforcement they are 3mm longer but that fine as I will ream them down when I ream the headstock. Then Drill and breathing hole, I have gone for a 13mm to save a bit of weight.

Next to mitre the head tube. You could use a tube notcher for this but a 36mm bit seem to be rare or over £100 to buy. So I am going to old school it with a paper template and a hand file.
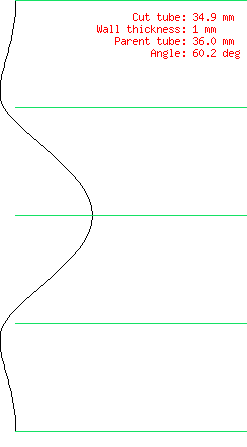
Cut the template out and tape it to the tube draw round it. Then cut the bulk out with a hack saw and a bench grinder. Then its time to get the 8* half round second cut file out.

Take your time to get this right. Check the angle with a digital t angle finder. I am looking for 60.2 degrees +/- 0.2.


the fit has to be near perfect. ideally if you put a piece of paper between the tubes and pressed you should get a mark the whole way round. if you are TIG welding you can be a little less fussy but with brazing you want it spot on even if you are using stronger braze (sif no.2 5% nickle) its still good practice and alloys you to use a smaller fillet (4x tube thickness so a 4mm radius in this case. I will probably go a little thicker to give margin of error.
Then you need to get it on the full size drawing to double check. it all looks good, but note even with a good brazing technique you will change the angle as you braze. More about that next time. Its late now so I am not going to start brazing so that will have to wait until next time.


Leave a comment